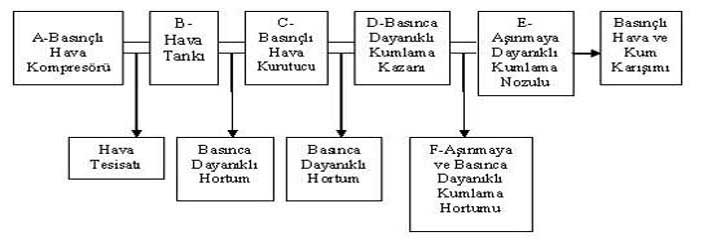
Şekil 1. Basınçlı Kumlama Düzeneği
A-Bu düzeneğin en başında bulunan ve en çok kullanılan basınçlı akışkan olarak kullanılan atmosferik hava ve bu havayı basınçlandırmada kullanılan hava kompresörleri bulunmaktadır. Kompresörler basınçlı hava üretmek amacıyla kullanılmaktadır. Kumlama yada raspa işleminde yoğun miktarda basınçlı hava kullanıldığından, kompresör seçimi çok büyük önem arz etmektedir. Kompresörleri genel olarak pistonlu ve vidalı kompresörler şeklinde ikiye ayırmak mümkündür. Vidalı kompresörler, birbiri ile iç içe geçmiş olan iki vidanın döndürülmesi suretiyle hava üretirler. Pistonlu kompresörler ise kayış ile pistonlara bağlı olan bir elektrik motorunun pistonları yukarı aşağı hareket ettirtmesi suretiyle hava üretmektedirler. Genellikle yüksek basınç gerektiren ve hava tüketim miktarı yüksek olan kumlama işlemlerinde vidalı kompresörler tercih edilmektedir. Kumlama yada raspa işleminde sarfedilen hava miktarları ve ihtiyaç duyulan kompresörlerle ilgili lütfen yazının devamındaki kompresör seçimi bölümünü okuyunuz.
B-Standart bir kumlama yada raspa düzeneğinde bulunan ve kompresörden sonra gelen ekipman ise basınçlı hava tanklarıdır. Kompresörlerin ürettikleri basınçlı hava, kumlama kazanına gitmeden önce bir tank içine depolanmaktadır. Basınçlı havayı depolayan hava tankı kompresörün dinlenmesine yardımcı olduğu gibi kumlamanın başlangıcı ile sonu arasında sürekli aynı debide havanın elde edilmesine olanak tanımaktadır. Bu hava tankları basınca dayanıklı olup mutlaka basınç testlerinden geçirilmiş ve sertifikalandırılmış olması gerekmektedir.
C-Düzeneğimizde basınçlı hava tankından sonra basınçlı hava kurutucular gelmektedir. Havada bulunan nem yüksek basınca maruz kaldığı zaman yoğuşmaktadır. Yoğuşan bu nem, su damlacıkları şeklinde basınçlı hava ile taşınarak, sarf malzemesine karışır. Bağlayıcı etkisi nedeniyle sarf malzeme taneciklerini topaklaştıran ve bu topaklaşma nedeniylede kesik kesik kum püskürtülmesine neden olan bu nemi, havanın içerisinden uzaklaştırmak için, hava kurutucuları kullanılmaktadır. Ayrıca yüksek nem içeren sarf malzemeleri, kumlanılan yüzeyin çok kısa sürede oksitlenmesine de neden olmaktadır. Temel çalışma prensibi olarak, içerisinden geçen havayı soğutup, havanın içindeki nemi yoğuşturarak çiğleşme sağlayan bu kurutucular olmaksızın verimli bir kumlama yada raspa yapılması çok zordur.
D-Düzeneğimizdeki sıradaki kumlama yada raspa ekipmanı ise basınçlı kumlama kazanı dır. Basınçlı kumlama yada raspa işleminde kullanılan portatif kumlama kazanları , öncelikle basınçlı bir kaptır. Bu sebeple imalatı fazladan dikkat ve özen gerektirir. Yüzeye püskürtülecek olan sarf malzemeleri bu hazneye yerleştirilirler. Basınçlı hava bu kazanların önce içine dolarak kazanın kum yükleme deliğini kapatan tapayı yukarıya doğru hareket ettirir. Tapa kapandıktan sonra kendine çıkış yolu arayan basınçlı hava kazanın alt kısmında bulunan vananın çıkışına yönelir. Buradaki vananın asıl görevi uygun hava ve kum karışımını sağlamaktır. Kazanın kumlama basıncına dayanıklı olması şarttır. Aksi taktirde patlama meydana gelebilir. Kazan sürekli basınç yüklenmesi ve boşaltılmasına maruz kalmaktadır. Buda kazanda yorulma etkisi meydana getirmektedir. Basınca dayanıklı imal edilen kumlama kazanları nın iç hacimlerinin büyük olması kumlama işleminin sürekliliği açısından büyük avantajdır. Küçük hacimli kumlama kazanlarında işlem süresince sıklıkla durmak ve kazanı tekrar kum doldurmak gerekmektedir. Basınçlı hava itişli kumlama sisteminde kumun sisteme dahil edilebilmesi için mutlaka sistemin durdurulması gerekmektedir. Bu nedenle mümkün olan en uzun periyotla sistemin durdurulması için kum haznesinin mümkün olduğu kadar büyük tutulması gerekmektedir.
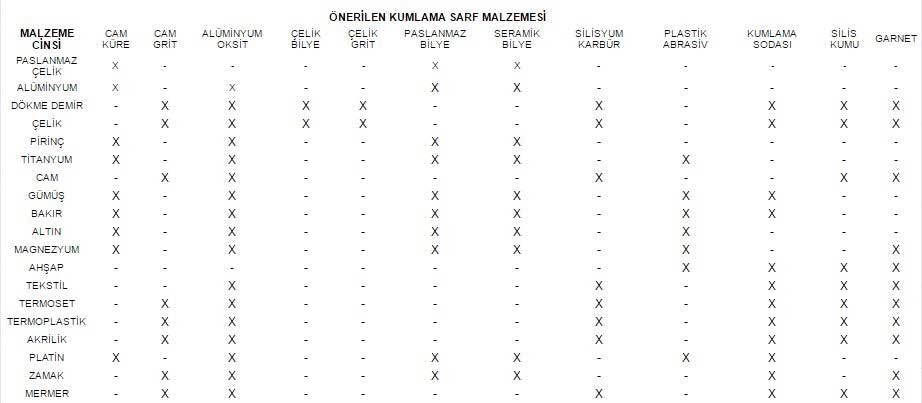
Basınçlı kumlama işlemi yada raspa işleminde yüzeyde istenilen etkiyi yaratmak için yüzeye ortalama 6-8 bar basınçta , dakikada 3-4 metreküp hava ve aşındırıcı püskürtülmektedir. Bu işlem esnasında püskürtülen havaya aşındırıcı karıştırılmasını ise basınçlı kumlama kazanı sağlamaktadır. Basınçlı kumlama kazanı nın kum haznesine konulan aşındırıcı , basınçlı kabın altında bulunan vanaya akar. Bu vanaya ayrı ayrı giren aşındırıcı ve basınçlı hava karışmış olarak kumlama hortumuna girer. Kumlama hortumundan hızlı bir şekilde ilerleyen bu karışım ortalama 6-8 mm iç çapı olan kumlama nozuluna gelince sıkışır ve nozuldan dışarıya şiddetli bir şekilde püskürür. Bu karışım yüzeye ulaştığında çarptığı noktada çok hızlı ve etkili bir temizlik yapar. Kumlanmış yüzeyin şeklini belirleyen eleman ise basınçlı kumlama kazanı na doldurularak buradan püskürtülen sarf malzemesidir. Sarf malzemelerini şekil itibariyle küresel ve köşeli olarak ikiye ayırmak mümkündür. Kumlamada kullanılan sarf malzemeleri hakkında bilgi almak için ürünler sayfamızdaki kumlama malzemeleri bölümüne lütfen bir göz atınız. Köşeli taneciklerin oluşturduğu sarf malzemelerine grit adı verilmektedir. (Örnegin çelik grit, cam griti, dere kumu, alüminyum oksitler vb.) Bu malzemeler daha çok kaplama işlemleri öncesinde yüzeyin pürüzlendirilmesi amacıyla püskürtülürler. Köşeli malzemelerin çarpmasi ile pürüzlenen yüzey sonradan uygulanacak kaplayıcı elemanın yüzeye daha iyi tutunmasına olanak sağlar. Köşeli malzemeler kullanılırken dikkat edilmesi gereken birkaç önemli nokta çok iyi bilinmelidir. Öncelikle bu tip yıpratıcı malzemeler aynı bölgeye uzun süre uygulandıkları taktirde malzemenin toleranslarinda değişikliğe neden olurlar. Bunun nedeni, yüzeye çarpan taneciklerin köşeli yapısından dolayı kesme etkisi yapmalarıdır. Yüzeyden çok küçük parçalar kopararak pürüzlendirme yaptığından dolayı bu işlem sırasında aynı bölge üzerinde gereğinden fazla uygulama yapılmasindan kaçınılmalıdır. Diğer bir önemli konu ise seçilen sarf malzemesinin boyutlarıdır. Daha sonradan uygulanacak olan kaplayıcı elemanlar genelde çok pahalı kaplama elemanları olduğundan, yüzeyin gereğinden fazla derinlikte pürüzlendirilmesi kaplayıcı elemanın tüketimini arttırmaktadır. Bu da maliyetleri olumsuz yönde etkilemektedir. Küresel malzemelerle kumlanan yüzey ise, köşeli malzemelerle kumlanan yüzeyden oldukça farklıdır. Küresel sarf malzemeleri daha çok sonlandırma amacıyla kullanılmaktadır ve kumlama işleminden sonra ürün baska bir işleme sokulmadan satışa sunulmaktadır. Küresel malzemelerle yapılan kumlamanın amacı ise, üretim sırasında ürün yüzeyinde olusan izleri ve lekeleri ortadan kaldırmak ve ürün yüzeyine homojen bir görünüm vermektir. Daha sonradan bir boyama veya kaplama islemi uygulanmayacaksa, yüzeylerin parlak olabilmesi ve kir tutmaması için mutlaka kumlama isleminin küresel şekilli sarf malzemeleri ile yapılması gerekmektedir. Sarf malzemesinin taneciklerinin şekilleri eğer köşeli olursa yüzeye çarptıklarında derin yarıklar oluşturacaktır. Bu derin yarıklar ışığın yoğun miktarda kırılmasına ve doğal olarak yüzeyin mat görünmesine neden olacaktır. Ayrıca oluşan bu derin yarıklara çeşitli kirlilikler yerleşecek ve kimyasal malzeme kullanmaksızın temizlenmesi mümkün olmayacaktır. Basınçlı hava emişli ve itişli kumlama sistemi, düşük yoğunluklu sarf malzemelerin ivmelendirilebilmesi için daha uygundur. Bunun nedeni ise düşük boyutlu ve yoğunluklu partiküllerin hava yardımıyla daha kolay taşınmasıdır. Sarf malzemesinin taneciklerinin ağırlığının artmasıyla birlikte, bunları taşıyacak ve ivmelendirecek havanında daha yüksek debiye sahip olması gerekmektedir.
E- Kumlama yada raspa işleminde önemli rol oynayan diğer bir eleman ise kum püskürtme memesidir. ( Nozul ) Kumun çıkış yerinde yani kumlama hortumunun en uç noktasında bulunan ve yoğun sürtünmeye maruz kalan bu ekipmanın mutlaka aşınmaya dayanıklı bir malzemeden üretilmiş olması gerekmektedir. Kumlama yada raspa nozullarının çaplarındaki değişim içerisinden geçen havanın debisini belirler. Çapta meydana gelen bir kat aşınma hava tüketimini tam dört kat arttırmaktadır. Bu artış maliyetleri olumsuz yönde etkiler. Ayrıca bu artis kumlama işlemi sırasında kısa zamanda meydana geldiği taktirde kumlanan yüzeyin dengesiz kumlanmasına neden olur, bu da dalgalı bir ürün yüzeyi anlamına gelmektedir.Hava ve kum sarfiyatını belirleyen en önemli ekipman kum püskürtme memeleridir (nozullar). Kumla hava sıkıştırılarak belirli büyüklükteki deliklerden geçmeye zorlanırlar. Bu sıkışmadan dolayı hava ile taşınan kum yan çeperlere sürtünerek aşınmaya neden olur. Aşınma nozul çapının en küçük değerlere düştüğü yerde maksimumdur. Sürtünmeden dolayı oluşan aşınmayla, zamanla nozul çapları genişlemektedir. Nozul çaplarında oluşan bu genişleme, hava sarfiyatını hızlı bir şekilde arttırır ve bir süre sonra nozuldan çıkan havanın basıncı düşmeye başlar. Yapılan kumlama işleminde verim alınabilmesi için özellikle püskürtülen havanın basıncının belirli basınç aralığında sabit tutulması gerekmektedir. Aksi taktirde yüzeye püskürtülen sarf malzemesinin etkisi değişken olacak ve elde edilen yüzeyde dalgalanmalar meydana gelecektir.Yukarıda açıklanan nedenlerden dolayı kumlama işleminde kullanılacak nozulların aşınmaya son derece dayanıklı malzemelerde yapılması gerekmektedir. Bu malzemeler genellikle sinterlenmiş metal karbürlerdir. Aşınmaya en dayanıklı malzemelerin başında B3C (bor karbür) malzemesi gelmektedir. Bu malzemeden yapılmış nozulların aşınma ömürleri diğer nozullara göre çok daha yüksektir. Örneğin cam kürecik sarf malzemesi kullanılarak yapılan kumlamalarda Bor karbür nozulların 1500 saatten daha fazla çalışma ömürleri bulunmaktadır. Kumlama ve Raspa işlemi ile ilgili öğrenmek istediğiniz ve aradığınız herseyi firmamızda bulabilirsiniz!!!